Na malha de aterramento de um SPDA são permitidas conexões mecânicas com conectores de aperto, que podem ser os conectores tradicionais tipo U, tipo cunha ou com alicate de compressão. Para estes tipos de conectores a norma exige que seja instalada uma caixa de inspeção no solo com diâmetro mínimo de 250 mm. A função desta caixa é facilitar o acesso para futuras manutenções preventivas (reaperto dos conectores) ou corretivas (troca dos conectores quando enferrujados ou danificados). No caso de ser usada a solda exotérmica nas conexões da malha, essa caixa de inspeção passa a ser totalmente dispensada, uma vez que a solda não exige manutenção (reaperto ou troca – desde quando bem executada).
A solda exotérmica é uma fusão molecular dos materiais envolvidos, o que proporciona uma conexão resistente aos esforços mecânicos e agentes químicos aos quais as malhas normalmente ficam submetidas no solo (vibração, recalque, acidez do solo, etc).
Porém para a execução de uma boa solda, são necessários alguns cuidados preliminares básicos para garantir o sucesso desta. Os principais passos são:
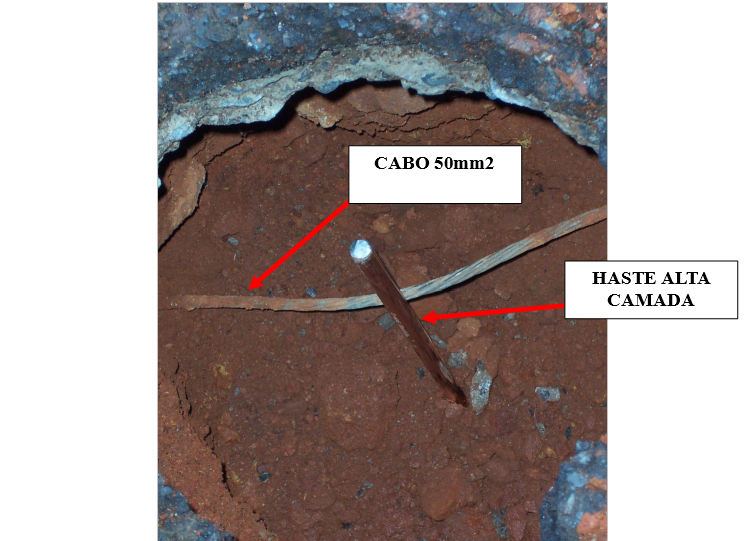
Passo 1: Pegar os elementos que serão soldados, podendo ser cabo/cabo, cabo/haste, haste/haste, cabo/perfil , etc.
Para facilitar o entendimento, abaixo uma imagem ilustrativa para simular uma solda exotérmica tipo cabo/haste.
NOTA: Em primeiro lugar certifique-se que os cabos a serem soldados estão de acordo com a norma NBR 6524 (7 FIOS) e as hastes são de alta camada (254 microns) NBR13571, caso contrário sua solda não terá sucesso.
Passo 2: Todo serviço a ser realizado exige um mínimo de limpeza e higiene, assim inspecione bem as partes a serem soldadas, os cabos a serem soldados deverão estar corretamente cortados limpos sem sujeira e/ou graxa. É muito importante que todos os condutores estejam totalmente isentos de umidade. Qualquer resíduo de umidade pode provocar uma explosão no molde pois a alta temperatura da solda expande o volume de água em até 1600 vezes.
NOTA: Antes de começar a fazer a solda é necessário fazer um pré aquecimento do molde, para evitar brocas (buracos) na solda e ter que fazer nova solda. Este pré-aquecimento poderá ser feito num fogão de cozinha ou com um maçarico por aproximadamente 20 minutos.

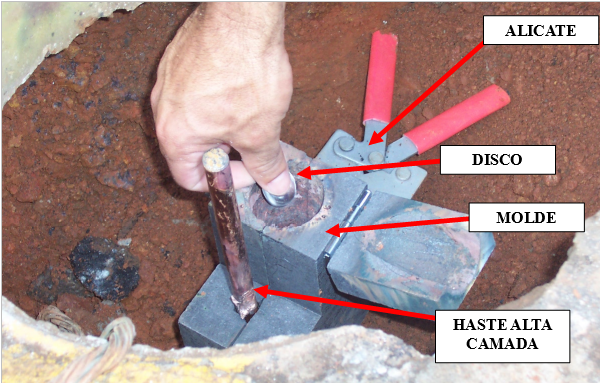
Passo 3: Junte as partes as serem soldadas abraçando-as com o molde grafitado. Para cada tipo de conexão requer um molde específico, variando de acordo com os diâmetros dos cabos e hastes.
Passo 4: Feche o molde com o alicate especifico garantindo o perfeito fechamento deste, evitando vazamentos.
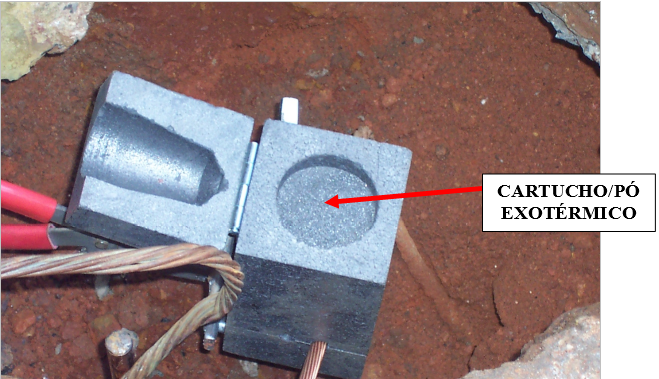
Passo 5: Coloque o disco de retenção no buraco onde o pó exotérmico (cartucho) será despejado. Este disco é de aço e tem a função de só permitir que o cobre desça para a câmara de fusão, quando todo o material estiver derretido. Este disco é também chamado de fusível ou retardador e, após a fusão, este transforma-se em escória.
Passo 6: Após garantir que o disco está corretamente posicionado deverá ser despejado o pó exotérmico (cartucho) até preencher todo o buraco. Cada cartucho tem uma quantidade certa do pó exotérmico correspondente ao tipo de conexão que será executada.

Passo 7: Feche a tampa do molde para evitar respingos durante a fusão e acenda o palito ignitor para jogá-lo dentro do buraco onde o cartucho foi despejado.

NOTA: Alguns fabricantes não usam o palito ignitor e sim um isqueiro para detonar a ignição do material. Neste caso, deverá ser despejado um pó ignitor por cima do cartucho que será iniciada a reação após a detonação com o isqueiro. Este pó vem junto com o cartucho, normalmente no fundo da embalagem, para que ao ser despejado fique por cima do pó.

Passo 8: Após a ignição, todo o material despejado no molde será derretido e irá descer até a câmara onde irá derreter os condutores previamente posicionados para serem soldados.
Passo 9: Aguarde alguns segundos e abra o molde. Você verá os condutores avermelhados e a solda ao redor destes (cuidado com a alta temperatura).
Passo 10: Retire a solda com cuidado, limpe-a com uma escova de aço e pronto. A conexão está feita em poucos segundos.
Nota: Devido a fusão atingir altas temperaturas, os cabos e o molde terão sua temperatura elevada. Será necessário ter cuidados e usar luvas de raspa, óculos de proteção para evitar acidentes e máscara para gases metálicos. Após uma limpeza cuidadosa, o molde está pronto para uma nova solda. Normalmente os fabricantes garantem aproximadamente 40 conexões com cada molde, podendo esse número ser bem maior, dependendo do cuidado do operador com o molde.
RECOMENDAÇÕES DE SEGURANÇA DO TRABALHO (NRs)
- Capacete
- Botina
- Uniforme (opcional)
- Luvas de raspa
- Óculos de proteção
- Cinto sinalizador (apenas em áreas de transito de pessoas e veículos)
- Máscara de proteção contra fumos metálicos
NOTA: Não esquecer de fazer o isolamento da área de trabalho para proteção de terceiros e do próprio trabalhador.
PROBLEMAS DE EXECUÇÃO
Caso o molde esteja vazando material durante a fusão
-
- Os cabos não estão bitolados de acordo com a norma NBR6524
- As hastes não são de alta camada NBR13571
- O molde não está bem fechado
- O molde já está desgastado e sua vida útil já acabou.
- O molde está danificado (queda)
Os cabos estão cortando durante a fusão
-
- Os cabos estão tracionados (deverão estar em repouso, sem tração)
- Os cabos estão suspensos. Os cabos podem ser cortados pelo próprio peso, neste caso devem ser amparados por tábuas até junto à solda para evitar isso.
O cartucho não está derretendo ou o molde está explodindo
-
- O cartucho é higroscópico por isso não devem ser armazenados em locais com excesso de umidade (colocar numa estufa com uma lâmpada). A mesma recomendação vale para o molde, que deverá estar sempre seco.
A solda está ficando muito grande
-
- Reduzir a quantidade do pó que vem em cada cartucho até acertar a quantidade certa. Após as primeiras soldas, fica fácil controlar essa quantidade.
A solda está ficando feia , cheia de buracos (brocas)
-
- O molde pode estar com muita umidade
- Os cabos não foram bem limpos e estão com muita graxa (ou gordura das mãos).
Nota: a primeira solda sempre corre o risco de sair feia pelo fato do molde ainda estar frio, assim, recomenda-se que este seja aquecido com um maçarico ou seja feita uma solda sem os cabos, apenas para aquecer o molde. Se todos os locais a serem soldados já estiverem preparados, as soldas podem ser executadas em seqüência, evitando o resfriamento do molde.
Eng. Normando Alves
Diretor técnico da Termotécnica Para-raios
Membro da comissão que revisa a NBR5419.
[divider width=”full”]
[blog_posts columns=”3″ style=”text-bounce” posts=”8″ category=”” image_height=”150px” show_date=”true”]
Olá bom dia meu nome e Alex, eu posso usar a solda esotérica e em circuitos subterrâneo energizados?
Qual NR se aplica para a atividade?
Qual treinamento o profissional deve ter para ser habilitado?
Prezado Alexandre, não existe uma NR para soldas exotermicas, mas a recomendação é que um eng. de segurança do trabalho presencie uma solda para ter uma ideia de um procedimento de execução para preservação da integridade fisica do operador. Básicamente mascara contra fumos metalicos, luvas de couro ou raspa, oculos, capacete e botas adequadas. Não executar em áreas classificadas. Treinamento deverá ser realizado por alguém que tenha experiencia nesse serviço, normalmente os fabricantes desses produtos costuma dar essas orientações. Neste site existem orientações de execução.
Abraços,
Boa noite!
Um projetista pede que seja realizado uma solda exotérmica diretamente no poste de iluminação galvanizado à fogo, a duvida é :
Realizando esse procedimento será que não prejudicaria a galvanização do poste ?
Desde já agradeço
Prezado Gaspar, não recomendo este tipo de solda, por diversos motivos. O primeiro porque rá necessário remover o zindo do poste para realizar a solda, pois o zinco não vai deixar a solda grudar no poste. O segundo motivo é porque não é compativel fzer uma solda na superficie plana do molde com a superficie retangular do poste, e por ultimo porque vai ocorrer vazamento e vc não vai conseguir fazer uma solda boa. Neste caso sugiro uma conexão mecanica com o fixador univesal TEL-5024.
Bom dia.
Fazendo solda exotermicas tenho notado que durante as solda tem ficando acima uma camada de material duro como se fosse carvão.
Quebro este material e verifico que a solda está boa.
O que pode ser isto,será qualidade do material que estou usando?
Olá José Carlos de Souza,
Este material duro e com aspecto de carvão que sobra após uma solda exotérmica é um pouco da parede do molde de grafite que se soltou e foi fundido junto a conexão. Normalmente aparecem quando a limpeza do molde não foi adequada antes da execução ou o molde não estava na temperatura adequada.
Como este tipo de material não é parte da conexão exotérmica e sua resistência elétrica é um pouco mais elevada, é necessário removê-lo da conexão.
A solda exotérmica pode causar danos a visão, necessitando de anteparos de proteção como biombos etc..
Olá Cleber,
A solda exotérmica não causa danos a visão. Por ocorrer dentro da câmara de combustão do molde, sua emissão de luz para o meio externo é reduzida (mesmo esta sendo de baixa intensidade e duração). Os EPI’s recomendados para uma boa execução de solda exotérmica são:
– Luvas;
– Botinas;
– Óculos de segurança (sem a exigência de proteção UV);
– Protetores auriculares;
– Calças e mangas compridas.
Boa tarde,
É possível utilizar solda exotérmica para conectar descidas naturais ao anel de aterramento ou rabichos? Se sim, a TEL fornece algum acessório para tal?
Olá Alex,
É possível sim. Vai depender da configuração da sua descida natural e do eletrodo de aterramento. As soldas podem ficar embutidas no solo ou dentro do concreto, portanto é bem fácil de dimensionar um sistema de tal maneira. A conexões do tipo CCH (cabos de descida com cabos da malha de aterramento), MPD (vergalhão de descida com o cabo da malha de aterramento) e SEB (cabo do aterramento com pilar metálico de descida) são as mais comuns de serem utilizados. Você encontra esses e outros modelos no link: https://tel.com.br/categoria-produto/aterramento-equipotencializacao/soldas-exotermicas/
Apenas tenha cuidado, pois se o aterramento e as descidas não forem ambos estruturais, será preciso instalar um conector de inspeção, sendo que este obrigatoriamente deve permitir o manuseio por chaves.
Para executar esta atividade, é necessário curso de NR20?
Não é obrigatório o curso de NR20 para realização de soldas exotérmicas. Apenas recomendamos um treinamento prévio do operador que será responsável pela realização da solda.
Qual o procedimento para solda exotérmica entre cabo de cobre / cabo de aço galvanizado que não haja o processo eletrolitico.
O procedimento é o mesmo realizado normalmente. A solda exotérmica entre cabo de cobre e cabo de aço galvanizado a quente não gera o processo eletrolítico.
É comum executar solda isotérmica em todas as emendadas da cordoalha do SPDA? Ou recomenda-se só no encontro dos cabos com as hastes no solo ?
Fica a critério do projetista essa decisão. O mais comum é a realização de soldas exotérmicas pois ela evita o uso de caixas de inspeção no solo, melhorando a estética e reduzindo custos.
Só relembro que não são permitidas emendas nos cabos de descidas, conforme a norma fala no trecho 5.5.3. É uma recomendação da norma para que o número de conexões (emendas) ao longo dos condutores seja o menor possível.
BOA NOITE;
UMA DUVIDA, A SOLDA EXOTÉRMICA PODE FICAR SUBMERSA NA ÁGUA?
Não, a solda exotérmica e nem os condutores devem ficar submersos na água. Isso causaria a deterioração dos materiais.
Boa tarde!!
uma duvida, Quem pode fazer a solda exotérmica?? Qual função??
grato!!
Qualquer profissional pode fazer a solda exotérmica, desde que tenha treinamento prévio para isso, pois é necessário conhecer o produto e saber como manuseá-lo.
Existe a possibilidade de se fazer varias soldas com um único cartucho?
Para soldas exotérmicas temos a seguinte situação:
– 1 molde realiza entre 30 e 40 soldas.
– 1 cartucho realiza 1 solda.
– 1 alicate para todo o procedimento de solda.
gostei muito , me foi de uma grande valia. pois foram abordados todo o processo para execução !
oque quer dizer tracionamento dos cabos?
Prezado Jaudecir,
Agradecemos pelo contato.
A força pelo qual o cabo fica submetido, contraria a solda.
No processo de fusão molecular, ao esquentar o condutor, o mesmo fica suscetível a rupturas, da mesma forma que se estiver muito tensionado pode ocorrer o efeito “chicote”. Por isso, recomendamos a utilização do alicate que trava o condutor e o deixa em repouso para a realização da solda exotérmica.
AS CONEXOES MECANICAS PODEM SIM SER UTILIZADAS SEM CAIXA DE INSPEÇÃO. SOMENTE PARA AS HASTES QUE ~SAO DE INSPEÇÃO GERALMENTE NAS DESCIDAS DE SUBSISTEMAS DE CAPTAÇÃO OU DESCIDAS DE PARA RAIOS EM POSTES NESTES SÃO UTILIZADOS OS GRAMPOS DE ATERRAMENTO QUE FICAM A UNS 15 CM ACIMA DO SOLO PARA INSPENÇOES E MEDIÇOES DO SISTEMA. A DESVANTAGEM DA SOLDA EXOTÉRMICA EM RELAÇÃO AOS DE COMPRESSÃO SÃO UMA SÉRIE DE CUIDADOS QUE TEM QUE TER E O CLIMA. SE CHOVE NÃO SE TRABALHA… E AQUI NO AMAZONAS NÃO E FÁCIL.
Instruções sempre muito úteis na execução de serviços de solda exotérmica. Já tivemos problemas com relação ao tracionamento dos cabos.
Boa tarde muito bom a matéria citada acima bem explicativo